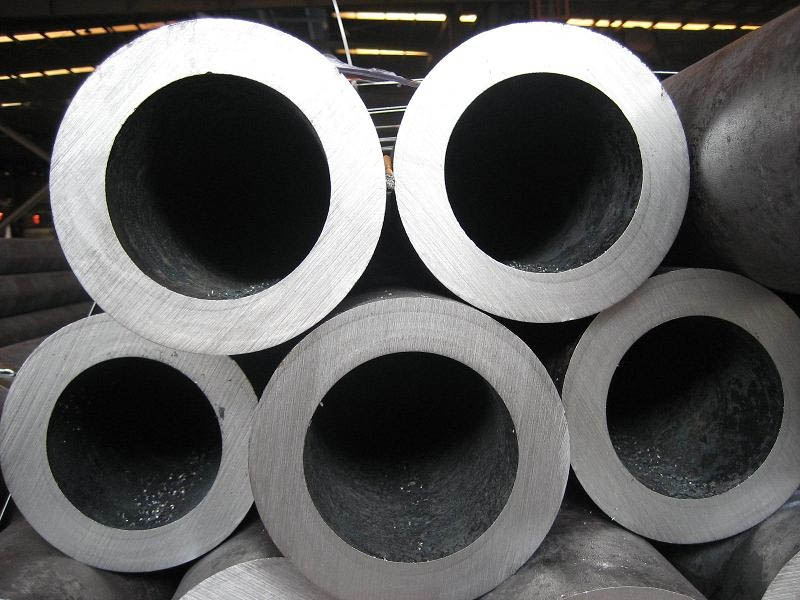
Birgðir framleiðanda úr þykkveggja stálpípu

Stærsti munurinn á þykkt vegg stálpípu og þunnt vegg stál pípa liggur í þykkt stál pípa vegg. Almennt séð eru þunnveggja stálpípur kalddregin tækni, en þykk vegg stálrör eru almennt heitvalsað tækni. Ef það er aðgreint með mælieiningu er almennt talið að veggþykkt / pípuþvermál jafnt og 0,05 sé vatnaskilin milli þykkveggaðs stálpípu og þunnveggaðs stálrörs, þunnveggað stálpípa með veggþykkt / pípuþvermál minna en 0,05 og þykkveggja stálpípa með þvermál meira en 0,05. Hvað varðar notkun er þunnveggað stálpípa að mestu leyti notað á pípunni. Stálpípan með þykkum vegg er aðallega notuð í tóma holu hluta. Notað á þrýstilögur og mikilvægar leiðslur.
Algengt notuð efni í Kína eru: 10#, 20#, 45#, 42CrMo, 36crmo, 40Cr, 20Cr, 15CrMo, 12Cr1MoV, Q235A, Q235B, 0Cr13, 1Cr17, Qr17, 010cr, 010cr, 4Cr19, 4c19, 4c, 4c, 5b, 4c, 4c, 4c, 4c, 4c, 5b, 4c, 5b, 5b, 4c, 4c, 5b, 5b, 5b, 4c, 4c, 4c, 5b, 5b L290, X42, X46, X70, X80.
Þegar þykkt vegg stálrör eru soðin skal fyrst hreinsa olíu, málningu, vatn, ryð o.s.frv. Þau þykku verða opnuð stærra og þau þunnu opnuð minna (hornsvörn) og síðan bilið á milli afurðanna, sem er að jafnaði 1-1,5 sinnum þvermál suðustangarinnar eða suðuvírsins. Ef grópin er óvart opnuð stærri er hægt að panta hana minni. Blettsuðu skal fara fram að minnsta kosti á þremur stöðum. Almennt er auðveldara að vinna á fjórum punktum. Við suðu á það að vera hálfsoðið. Upphafspunkturinn ætti að vera um 1 cm fyrir ofan neðsta punktinn, þannig að hægt sé að gera samskeytin frá gagnstæðri hlið. Ef stálrörsveggurinn er þykkur ætti hann að vera lagskiptur, að minnsta kosti tvö lög. Annað lagið er aðeins hægt að soða eftir að fyrsta lagið er soðið í heilan hring.
Hringlaga túpa → upphitun → gat → þriggja rúlla krossvalsing, samfelld velting eða útpressun → pípustrimla → stærð (eða minnka) → kæling → rétting → vatnsstöðupróf (eða gallagreining) → merking
Þegar veggþykkt stálpípunnar er ekki meira en 12,5 mm er suðustyrkingin ekki meira en 3,0 mm; Þegar veggþykkt stálpípunnar er meiri en 12,5 mm skal suðustyrkingin ekki vera meiri en 3,5 mm.
Stálpípan með ytra nafnþvermál ekki meira en 168,3 mm skal vera beint eða í samræmi við beygjuvísitölu sem birgir og kaupandi hafa samið um.
Fyrir stálrör með ytra nafnþvermál meira en 168,3 mm skal sveigjan ekki vera meiri en 0,2% af heildarlengd stálpípunnar.
Fyrir stálpípuna með veggþykkt meiri en 4 mm á pípuendanum er hægt að vinna pípuendann með 30 ° + 5 ° 0 ° gróp, rót 1,6 mm ± 0,8 mm og halla pípunnar er minni en eða jafnt og 5 mm.





